干货!RTO装置运行安全优化14条建议及VOCs治理焚烧类设备督查要点
干货!RTO装置运行安全优化14条建议及VOCs治理焚烧类设备督查要点摘要
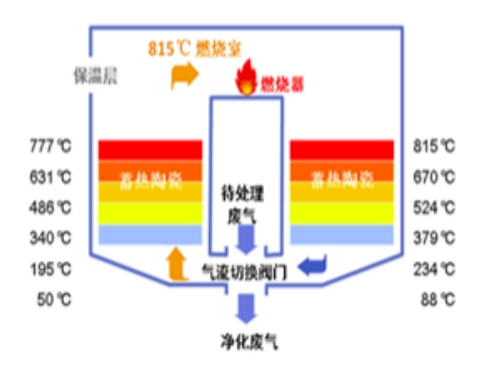
焚烧技术目前来看还是治理VOCs效率最高、最彻底的治理技术,其中RTO治理技术因治理效果好、运行稳定、成本较低,被广泛应用于各行各业的有机废气治理中。 但与此同时,RTO的应用也出现了一些安全问题,尤其是RTO爆炸影响尤为恶劣,下图摘录了近几年RTO爆炸的部分典型案例: 可以看出RTO设备风险主要存在以下几方面:1部分企业主体装置设计时未考虑使用RTO,存在设计上安全措施不到位、自动化程度不足、实

可以看出RTO设备风险主要存在以下几方面:
1
部分企业主体装置设计时未考虑使用RTO,存在设计上安全措施不到位、自动化程度不足、实际工况与设备负荷不匹配。
2
企业有机废气的成份比较多元化、气量不稳定。精细化工等企业间歇生产的特点,使得有机废气浓度和废气量都会有间歇性变化。
3
部分企业未充分根据自身企业实际,合理选择使用设备设施,导致生产后实际工况与RTO 理想状况相差较大。
4
仪表报警、连锁设置不足,未严格控制RTO进口有机物的浓度。对化工企业有机废气的突发性排放等突发情况连锁设置不足。
5
技术及运维人员素质导致操纵不当、运维不当。面对发生突发问题时应对不得当、不及时。
RTO
优化建议
仪表报警、连锁设施不足众所周知,RTO用于VOCs焚烧处理,因VOCs具有可燃性,再加上运行中的高温、明火等特点,当浓度超过爆炸下限时,易发生爆炸。此外,氧化炉内热量超过限值,也会发生超温爆炸。另一方面,系统的仪表、阀门等设备出现故障或突发停电、停气等,导致系统安全自控设计失效,系统也会发生超温爆炸。
为了防止RTO安全事故的发生、降低事故损失,就必须把安全问题放在第一位来考虑,从源头消减、过程预防、末端把控三方面梳理出14条优化建议。
1、去除:了解用户的工艺,明确工艺过程中有机废气的排放特点及可能存在的突发因素去除不宜进入RTO的有机废气组分如采用冷凝方式回收部分高浓度有机废气组分;设置水喷淋装置吸收洗涤酸、碱类气体,保证进入RTO有机气体达到进气指标要求,从源头开始风险防范。
2、减量:强化车间预处理,如将常温循环水改为冷冻盐水,提高冷凝效率;增加吸收类循环液的更换频次,并设置自动加药、排污控制,提高吸收效率等,以减少进入RTO系统中VOCs的总量,从而降低废气达到爆炸的风险。
3、降浓:废气入口及必要的废气支路入口处安装浓度监测仪,在储罐呼吸气、冷凝器不凝气等浓度较高时,RTO入口加稀释风阀,通过计算一定温度时某成分饱和蒸气压下的浓度,并将其稀释至爆炸下限(LEL)的25%设计风量;废气入口加设置缓冲罐并补充新风,确保进入RTO系统的废气浓度低于其25%LEL。
4、导静电:风管、风机等废气输送设备设施在不腐蚀情况下尽量选择刷有石墨涂层的玻璃钢、碳钢或不锈钢材质,并跨接、接地;同时避免直角弯头及弯头处尖角,防止废气输送过程中因摩擦起静电而无法导出。
5、排积液:废气常因洗涤塔除雾效果不佳或冷却作用而在风管中形成积液,积液中含有VOCs并不断挥发至废气中,存在浓度升高现象,须定期排出。
6、测浓度:在RTO系统前一定距离设置在线(实时)浓度检测仪,并与RTO系统废气导入阀、应急排空阀连锁控制,距离根据检测仪响应时间确定,当废气浓度超过25%LEL时,废气导入阀关闭,应急排空阀开启,防止高浓废气进入RTO系统。
7、通风:通过强制通风措施,满足最低通风量要求,避免可燃物积聚、回火等。
8、泄爆:风管每隔一定间距设置泄爆阀,泄爆阀压力低于风管承受应力;RTO系统前置洗涤塔在保证有效使用情况下选用低强度材质制作,以便爆炸发生时及时泄压,减少爆炸损失。
9、闭阀:RTO炉应设置断电断气后进气阀、排气阀紧急关闭,防止烟囱效应引起蓄热层下部温度上升。
10、双旁通设计:对RTO系统设置冷旁通、热旁通,其中冷旁通与浓度检测仪、废气导入阀、应急排空阀连锁,当浓度超过25%LEL时,废气导入阀关闭,废气无法进入RTO系统;应急排空阀开启,废气经冷旁通处理达标后排放。热旁通与新风阀、温度仪、压力计连锁,当RTO炉内温度、压力异常时,新风阀开启,稀释浓度降温降压,热旁通阀开启,部分高温废气直接从氧化室排出,经混合器降温冷却后排至烟囱,确保RTO系统安全连续运行。
11、双流场模拟:RTO炉设计时对废气进行气流场和热流场模拟,其中气流场模拟确保RTO炉内无死角,废气能够均匀流畅通过,避免局部湍流或浓度过高;热流场模拟确定陶瓷装填量,选择适宜热回收效率,避免RTO炉蓄热室冷端温度过高,减少安全隐患。
12、优化收集系统:对吸风罩、风机选用进行规范设计,同时废气收集管线需统筹规划,形成支管→主管→处理装置→总排口的收集处理系统,确保废气收集效果。对于易燃易爆废气在设计收集系统和预处理系统时,不追求过高的强度反而有利于系统安全,不过即使选用强度不高的设备和材料。
13、阻火:在RTO炉前端和生产车间后端风管设置阻火器、水封等,防止RTO炉或风管爆炸回火至前端或车间,减少事故损失。
14、监控:将RTO系统与生产、风管压力计、中级风机、浓度检测仪等连锁控制,安装在线监控系统并纳入生产管理监控,避免生产与环保脱节,安排专人进行维护与管理,如RTO炉在发生爆炸前有机物浓度常会在短时间内迅速升高,此时系统若有人值守则可提前发出预警并采取必要的措施,避免事故的发生;同时对RTO各系统尾气安装VOC浓度在线监控系统,为企业管理提供必要的数据支撑。
VOCs治理设备
督察检查要点
每一种技术都有其适用范围,达标排放是第一位。焚烧技术目前来看还是治理VOCs效率最高、最彻底的治理技术。对于某些采用吸附、冷凝、膜分离、生物法等技术无法实现稳定的达标VOCs组分或者难于回收(或回收成本较高)还是要选择燃烧的方式进行治理。
但在“碳达峰、碳达峰”的大背景下,采用冷凝回收、吸附吸收等技术的治理设备更能实现稳定达标、减少碳排放,将会在企业升级治理设施时列为优先考虑的技术选择,比如制药行业的VOCs,主要来源于溶剂,其本身回收难度低、可以重复利用、应尽量通过工艺改进和回收的方式减少VOCs排放,同时也能减少企业的原料消耗成本。
当前各省都在推进碳交易,企业在核算治理成本时不仅仅考虑工程建设成本和运行成本还应有环境成本、环保税,还需要综合考虑提前布局,一面被碳排放影响后续的扩张甚至是生产。
本文《干货!RTO装置运行安全优化14条建议及VOCs治理焚烧类设备督查要点》由天清佳远发布,如有疑问欢迎联系我们。